5 -
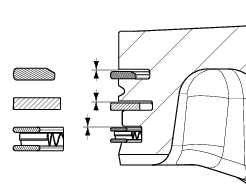
シリンダー/ピストンアッセンブリー
1
ピン
2
スナップリング
3
ピストンピン
4
バーチカルシリンダー
5
ピストンリング
6
シリンダーベースガスケット
7
ピン
8
ホリゾンタルシリンダー
9
ピストン
10
センタリングブッシュ
Parts catalogue
1100
Cylinders - pistons
1100S
Cylinders - pistons
重要
本セクション内で参照番号が太字で記載されている部品は、この分解図の部品と同一部品である事を示します。太字の参照番
号の部品は、本文中の図には記載されていません。
シリンダー/ピストンユニットの取り外し
作業
参照セクション
ヘッドの取り外し
N4.4、
シリンダーヘッドの分解
ピン(7)、ブッシュ(10)、ヘッドガスケット(A)(セクションN4.4、
シリンダーヘッドの分解
)をシリンダーから抜き取ります。
ツール(部品番号:
88700.5644
)を使用して、ホリゾンタルシリンダー(8)のピストンをTDC(上死点)にします。
直角方向から作業をして、シリンダー(4)を慎重に引き出します。
必要に応じて、シリンダーを両手で少しゆするか、プラスチックハンマーを使用して軽くたたきます。 ピストンピン(3)に手
が届くまでシリンダーを持ち上げます。
ピストンのシリンダーへの挿入は困難な作業のため、ピストンはシリンダーと一体で取り外します。以下の手順に従って作業
します。
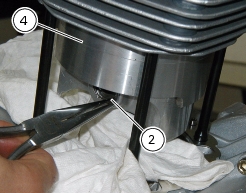
ケースの開口部を布または柔らかい紙で塞ぎ、エンジンブロックへの異物やごみの侵入を防止します。
クラッチ側からピストンピン(3)のサークリップ(2)を外します。
反対側からクランクシャフトのコネクティングロッドが緩むのに必要なだけピストンピン(3)を抜き取ります。
ピストン/シリンダーアッセンブリーを、エンジンブロックスタッドボルトから完全に取り外します。
ピストンの作業をする場合は、慎重にピストンをシリンダーから抜き取ります。
シリンダー~ケース間にあるガスケット(6)を外します。
重要
ピストンを元の位置に正しく取り付けるため、ピストンに印を付けます。
V = バーチカル O = ホリゾンタル
ツール(部品番号:
88700.5644
)を使用し、ホリゾンタルシリンダー(8)のピストンをTDC(上死点)にします。 ホリゾンタルシリンダー/ピストンアッセンブリーの取り外しも、上記のバーチカルシリンダーの場合と同様の手順で行います。
シリンダー/ピストンアッセンブリーのオーバーホール
シリンダーのオーバーホール
シリンダー壁が完全に滑らかであるか点検します。 シリンダー径(D)を測定します。シリンダーの3つの異なる高さにおいて、
直角を成す2方向の径を測定してください。これにより、クリアランス、テーパー度、真円度を確認することができます(規定値はセクションC1を参照、
シリンダー/ピストン
)。
シリンダーに損傷または著しい摩耗がある場合は、シリンダーを交換します。シリンダーには耐摩擦性および耐摩耗性を高め
る特殊シリコンカーバイド処理が施されているため、研削できません。
シリンダーには該当するクラスを示すアルファベットが刻印されています(シリンダー側面に刻印)。
シリンダーとピストンは必ず同じクラスのものを使用します。
ピストンのオーバーホール
ピストンクラウンおよびピストンリセスからカーボンの堆積物を取り除きます。
ピストンの寸法を慎重に測定します。ピストンに縮み、かじり、亀裂、損傷がないことを確認します。
スカート部から
10
mmの位置で、ピストンピン軸に対し直角にピストン径(P)を測定します。
ピストンは必ずセットで交換してください。
ピストンとシリンダーのクリアランス
ピストンには該当するクラスを示すアルファベットが刻印されています (ピストン頭部に刻印)。
シリンダーとピストンは必ず同じクラスのものを使用します。
クリアランス値については、セクションC1.1、
シリンダー/ピストン
を参照してください。
ピストンピンのオーバーホール
ピストンピンの表面が滑らかで、かじり、段付き、過熱による黒ずみがないか点検します。 十分に潤滑されているピストンピ
ンは、ピストン内部で滑らかに動きます。
取り付け時のクリアランス:
0.002~0.008
mm
最大摩耗限度値:
0.035
mm
ピストンピンを交換する場合は、必ずコネクティングロッド小端部のブッシュも同時に交換します。
ピストンリングのオーバーホール
ピストンリングに圧痕またはかじりがないか点検します。 交換用ピストンにはピストンリングおよびピストンピンが同梱され
ています。
ピストンリングとピストン溝のクリアランス
トップ(第1)リングの最大摩耗限度値:
0.15
mm、他のリング(第2およびスクレーパーリング)の摩耗限度値:
0.10
mm
注記
ピストンリングは必ず刻印を上側に向けてください。
ピン/ピストンのクリアランス
ピストンピンが取り付けられている穴の直径を測定します。
ピストンピンの直径を測定します。
最大摩耗許容値:
0.025
mm
注記
ピストンピンを交換する場合は、必ずコネクティングロッド小端部ブッシュも同時に交換します。
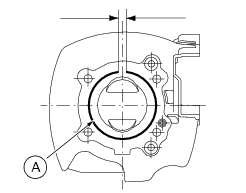
ピストンリングとシリンダーのクリアランス
測定時はピストンリング(A)をシリンダーに対して完全に直角に当てることが重要です。 ピストンリングを外したピストン
(9)をシリンダー内に押し下げてから、測定するピストンリングをピストンに載せます。
ピストンリング端部間のギャップを測定します。
トップリングとミドルリング(公称):0.20~0.40 mm
摩耗限度値:
0.80
mm
オイルスクレーパーリング(公称):0.30~0.60 mm
摩耗限度値:
1.0
mm
シリンダー/ピストンアッセンブリーの取り付け
新品のシリンダーおよびピストンを使用する場合は、同じクラスのものを組み合わせます。
シリンダーのクラスは、シリンダーとヘッドが接触する面に印されています。ピストンのクラスは、2つのバルブポケット間
にあるピストンクラウンに印されています。
分解時にピストンをシリンダーから外した場合は、組み立てる前にそれぞれのピストンリング開口部を120°ずつずらします。
(マークは必ずピストンクラウン側を向けます)。
シリンダー内壁にエンジンオイルを塗布します。汎用ツールを使用し、慎重にピストンをシリンダーに挿入します。ピストン
は小さいバルブポケットがエキゾースト側を向くように取り付けます。
クランクケースおよびシリンダーの接合面から堆積物および油分を取り除きます。
エンジンブロック上にヘッドにオイルを通すピン(1)とシリンダーのセンタリングピン(A)が取り付けられているか確認しま
す。
図にあるようにリキッドガスケットを接触面(6)に塗布します。
TOPと書いてある面を上に向けてケース上にガスケット(6)を配置します。
ツール(部品番号:
88700.5644
)を使用し、コネクティングロッド小端部をTDCに近づけます。 シリンダー/ピストンアッセンブリーをスタッドボルトに取り付けます。
コネクティングロッドの小端部をピストンに入れ、ピストンピン(3)穴の近くまでもっていきます。ピストンピンを潤滑し、
取り付けます。 ピストンピンが、コネクティングロッド小端部のブッシュとピストン(9)内を、スムーズに動くことを確認します。
ケースの開口部を布で覆い、サークリップ(2)を取り付けます。
重要
組み立て時は、必ず新品のサークリップ(2)を使用します。
ケースに当たって止まるまでシリンダー(4)を押し込みます。
ガスケット(6)に液体ガスケットを塗布します。
重要
位置決めピン(
7
)、ヘッドガスケット(A) (セクションN 4.4、
ヘッドの取り付け
)、センタリングブッシュ(10)を取り付けます。
もう片方のシリンダーも同様の要領で作業します。
作業
参照セクション
シリンダーヘッドのエンジンへの取り付
け
N4.4、
ヘッドの取り付け
1