5 -
Zylinder / Kolben
1
Stift
2
Drahtsprengring
3
Kolbenbolzen
4
Senkrechter Zylinder
5
Kolbenringe
6
Zylinderfußdichtung
7
Stift
8
Waagrechter Zylinder
9
Kolben
10
Zentrierhülse
Ersatzteilkatalog
1100
Zylinder - Kolben
1100S
Zylinder - Kolben
Wichtig
Die fett gedruckten Bezugsnummern weisen auf Bestandteile hin, die nicht in der am Text stehenden Abbildung, sondern in der
vorliegenden Explosionszeichnung enthalten sind.
Ausbau von Zylinder / Kolben
Arbeiten
Bezug - Abschnitt
Zylinderköpfe vom Motor nehmen
N 4.4,
Ausbau der Zylinderkopfeinheiten
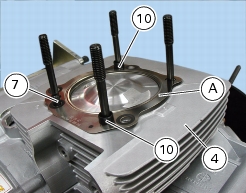
Den Stift (7), die Buchsen (10) und die Zylinderkopfdichtung (A) (Abschn. 4.4,
Ausbau der Zylinderkopfeinheiten
) aus den Aufnahmen auf der Zylinderoberfläche nehmen.
Den Kolben des waagrechten Zylinders (8) mit dem Werkzeug
88700.5644
an den OT bringen.
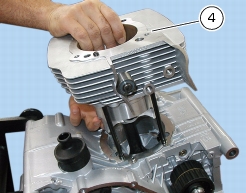
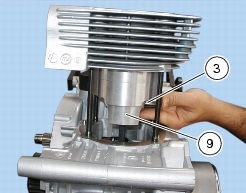
Den Zylinder (4) vorsichtig und gerade abziehen.
Falls erforderlich, mit beiden Händen umfassen und leicht schütteln oder leicht mit einem Gummihammer auf die Zylinderbasis
klopfen. Nun so lange anheben bis der Kolbenbolzen (3) zugänglich ist.
Will man bei der erneuten Montage das immer etwas schwierige Einsetzen des Kolbens in den Zylinder umgehen, wird
empfohlen, die beiden Komponenten (Zylinder-Kolben) gemeinsam abzunehmen. Dazu geht man wie folgt vor:
Die Öffnung des Motorgehäuses so mit einem Lappen oder weichem Papier schließen, dass keinerlei Gegenstände oder feste
Rückstände ins Gehäuseinnere fallen können.
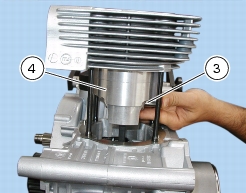
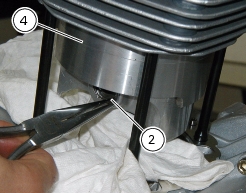
Den Drahtsprengring (2) des Kolbenbolzens (3) von der Kupplungsseite her entfernen.
Den Kolbenbolzen (3) auf der anderen Seite so weit herausziehen, dass die Pleuel von der Kurbelwelle freikommen.
Die Einheit aus Zylinder und Kolben komplett von den Stiftschrauben des Motorgehäuses abziehen.
Muss hingegen der Kolben geprüft werden, ist dieser nach dem vollständigen Entfernen des Zylinders, vorsichtig abzuziehen.
Die Dichtungen (6) zwischen Zylinder und Gehäuseeinheit von den Zylindern abnehmen.
Wichtig
Die Kolben ihrer Zylinderzugehörigkeit entsprechend kennzeichnen:
V = senkrecht - O = waagrecht.
Den Kolben des waagrechten Zylinders (8) mit dem Werkzeug
88700.5644
an den OT bringen. Für die Abnahme der waagrechten Einheit von Zylinder-Kolben in der gleichen Weise wie am senkrechten Zylinder verfahren.
Revision der Komponenten von Zylinder / Kolben
Revision des Zylinders
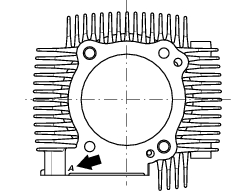
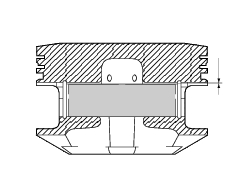
Prüfen, dass die Zylinderlaufflächen vollkommen glatt sind. Den Durchmesser (D) der Zylinderbohrung an drei verschiedenen
Höhen und, auf 90 ° zueinander gerichtet, in zwei Richtungen messen. In dieser Weise werden die Werte der Passung, des konischen Verlaufs und der Unrundheit ermittelt (siehe vorgeschriebene Werte unter Abschn. C 1.1,
Zylinder / Kolben
).
Sollten sich Beschädigungen oder ein übermäßiger Verschleiß feststellen lassen, muss der Zylinder ausgetauscht werden, da die
Zylinderlaufflächen mit Siliziumkarbid beschichtet sind (wodurch den Laufflächen hervorragende Gleit- und Verschleißeigenschaften verliehen werden) und sie daher nicht geschliffen werden können.
Die Zylinder werden durch Kennbuchstaben gekennzeichnet (auf der entsprechenden Fläche an der Seite des Zylinders
eingeprägt), die auf ihre Zugehörigkeitsklasse hinweisen.
Die Passung der Zylinder und der Kolben muss stets mit Teilen aus der gleichen Klasse erfolgen.
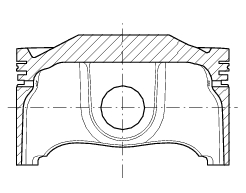
Revision der Kolben
Den Kolbenboden und die Aufnahmenuten der Kolbenringe sorgfältig reinigen und dabei den Kohlenansatz entfernen.
Eine akkurate Sicht- und Maßkontrolle vornehmen, es dürfen keine Spuren von Beschädigungen, Kratzer, Risse oder
anderweitige typische Schäden erkennbar sein.
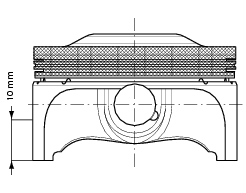
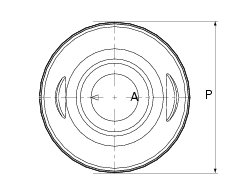
Der Kolbendurchmesser (P) wird
10
mm vom Zylinderschaftboden, senkrecht zur Kolbenbolzenachse, gemessen.
Die Kolben müssen immer paarweise ersetzt werden.
Passung von Kolben - Zylinder
Die Kolben werden durch Kennbuchstaben (am Kolbenboden eingeprägt) bezüglich der Zugehörigkeitsklasse gekennzeichnet.
Die Passung der Zylinder und der Kolben muss stets mit Teilen aus der gleichen Klasse erfolgen.
Hinsichtlich der entsprechenden Werte verweisen wir auf den Abschn. C 1.1,
Zylinder / Kolben
.
Revision der Kolbenbolzen
Sie müssen vollkommen glatt sein, d.h. sie dürfen keine Riefen, Unebenheiten oder durch Überhitzen hervorgerufene
Blaufärbungen aufweisen. Der gut geschmierte Bolzen muss problemlos in den Sitzen der Kolben gleiten können.
Das Passungsspiel mit dem Kolben bei der Montage muss
0,002 ÷0,008
mm betragen.
Der max. zulässige Verschleißgrenzwert beträgt
0,035
mm
Wird der Kolbenbolzen ausgetauscht, muss auch die Pleuelkopfbuchse ausgewechselt werden.
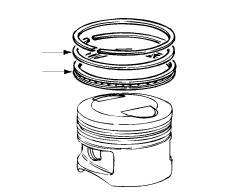
Revision der Kolbenringe
Die Kolbenringe dürfen keine Rillen oder beschädigte Stellen aufweisen. Die als Ersatzteile erhältlichen Kolben werden komplett
mit Kolbenringen und -bolzen geliefert.
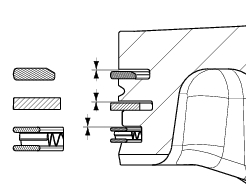
Passung der Kolbenringe in den Ringnuten am Kolben
Der max. zulässige Verschleißgrenzwert für oberen Kolbenring (1.) beläuft sich auf
0,15
mm, für die anderen (2. und den Ölstreifer) auf
0,10
mm.
Hinweis
Die Prägung muss bei der Passung von Kolben-Kolbenringe immer nach oben gerichtet sein.
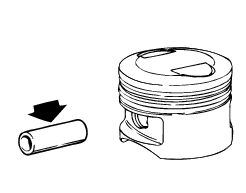
Passung von Kolbenbolzen / Kolben
Den Sitzdurchmesser des Kolbenbolzens am Kolben messen.
Den Durchmesser des Kolbenbolzens messen.
Maximaler Verschleiß:
0,025
mm.
Hinweis
Bei einem Austausch des Kolbenbolzens muss auch der Pleuelkopf ausgewechselt werden.
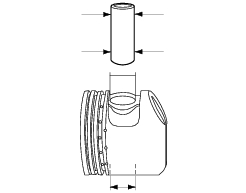
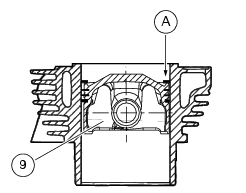
Passung der Kolbenringe-Zylinder
Es ist wichtig, dass die Messungen an einem perfekt "auf Maß" im Zylinder ausgerichteten Kolbenring (A) erfolgen. Den
jeweiligen Kolben (9) dazu leer in den Zylinder einfügen und den zu kontrollierenden Kolbenring darauf auflegen.
Den Abstand zwischen den beiden Endteilen des Rings ausmessen:
Oberer und mittlerer Kolbenring (Nennwert)
0,20 ÷ 0,40
mm
Verschleißgrenzwert:
0,80
mm.
Ölabstreifer (Nennwert) :
0,30÷0,60
mm
Verschleißgrenzwert:
1,0
mm.
Montage von Zylinder / Kolben
Werden neue Einheiten verwendet müssen Zylinder und Kolben der gleichen Klasse verwendet werden.
Der Buchstabe, der die Zylinderklasse angibt, ist oben am Zylinder an der Passfläche zwischen Zylinder und Zylinderkopf
eingeprägt; der Buchstabe, der die Kolbenklassen angibt, ist dagegen auf dem Kolbenboden, in der Mitte der beiden Ventiltaschen zu finden.
Wurden während der Ausbauarbeiten die Kolben von den Zylindern getrennt, müssen die Öffnungen der Kolbenringe vor dem
Einbau auf 120° untereinander ausgerichtet werden (die Markierung muss immer zum Kolbenboden zeigen).
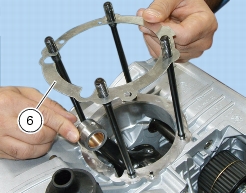
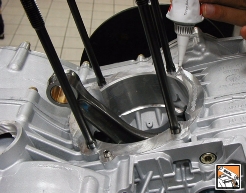
Mit einem Universalwerkzeug, das gemäß Abbildung anzusetzen ist, den Kolben behutsam in den Zylinder einführen (vorher den
Innenbereich des Zylinders sorgfältig mit Motoröl schmieren). Dabei darauf achten, dass die engere Ventiltasche sich am Auslass befinden.
Die Kontaktflächen der Motorgehäusehälfte und der Zylinder sorgfältig von eventuell vorhandenen Verkrustungen reinigen und
entfetten.
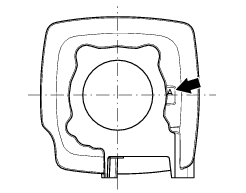
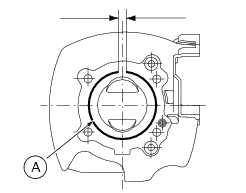
Überprüfen, dass auf dem Kurbelgehäuse der Stift (1) für die Öldurchlaufschraube des Zylinderkopfes sowie der
Zylinderzentrierstift (A) vorhanden sind.
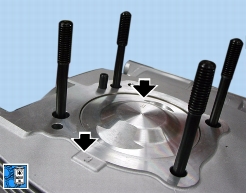
Gemäß Abbildung eine Schicht Flüssigdichtung auf die Kontaktfläche (6) auftragen.
Die Dichtung (6) mit der Aufschrift "TOP" nach oben gerichtet am Gehäuse anordnen.
Unter Einsatz des Werkzeugs
88700.5644
den Pleuelkopf an den oberen Totpunkt bringen. Die Einheit aus Kolben-Zylinder über die Stiftschrauben im Gehäuse fügen.
Den Pleuelkopf im Kolben der Bohrung des Kolbenbolzens (3) gegenüber ausrichten, dann letzteren nach entsprechender
Schmierung einfügen. Der Kolbenbolzen muss frei in der Pleuelkopfbuchse und im Kolben (9) gleiten.
Die Öffnung des Motorgehäuses mit einem Lappen verschließen, damit keine Teile in den Innenbereich fallen können, dann den
Sprengring (2) einsetzen.
Wichtig
Bei jeder Montage neue Sprengringe (2) verwenden.
Den Zylinder (4) so lange nach unten drücken, bis er am Motorgehäuse auf Kontakt kommt.
Auf der Dichtung (6) eine Flüssigdichtung anbringen.
Wichtig
Den Zentrierstift (
7
), die Zylinderkopfdichtung (A) (Abschn. N 4.4,
Montage der Zylinderköpfe
) und die Zentrierbuchse (10) anordnen.
Die gleichen Arbeiten am anderen Zylinder vornehmen.
Arbeiten
Bezug - Abschnitt
Zylinderköpfe am Motor montieren
N 4.4,
Montage der Zylinderköpfe
1