5-
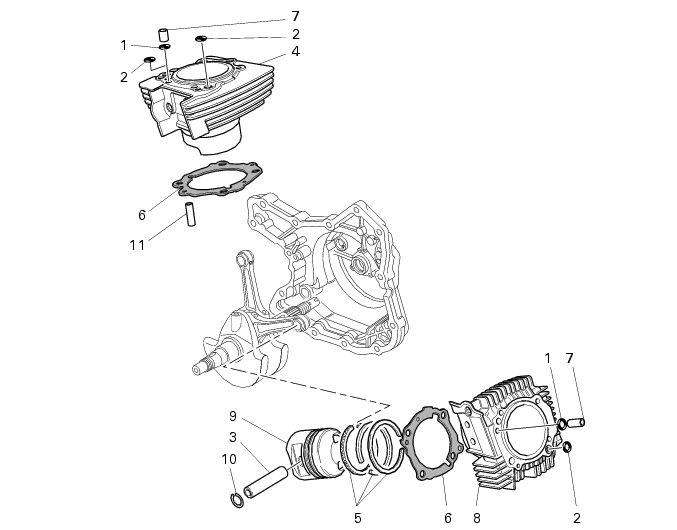
Grupo cilindros / pistones
1
Junta OR
2
Junta OR
3
Bulón para pistón
4
Cilindro vertical
5
Segmentos pistón
6
Junta cilindro-cárter
7
Clavija
8
Cilindro horizontal
9
Pistón
10
Anillo elástico
11
Clavija de centrado
Catalogo piezas de repuesto
Cilindros - pistones
Tapa alternador
Importante
Las referencias en negrillas en el interior de este capìtulo indican qué elementos no se encuentran presentes en las imágenes al
lado del texto, pero se deben buscar en la presente tabla.
Desmontaje grupo cilindro / pistón
Operaciones
Referencia
Quitar las culatas del motor
N 4.4,
Desmontaje grupo culatas motor
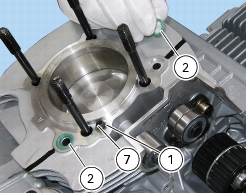
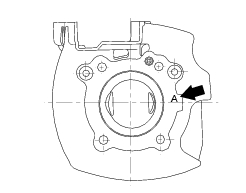
Extraer de los alojamientos en la superficie del cilindro los anillos OR (1) y (2) y la clavija (7).
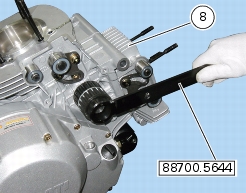
Utilizando la herramienta
88700.5644
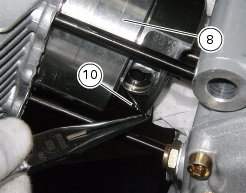
colocar el pistón del cilindro horizontal (8) cercano al P.M.S.
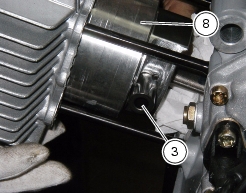
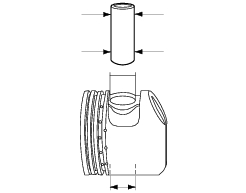
Extraer perpendicularmente y con precaución el cilindro (8).
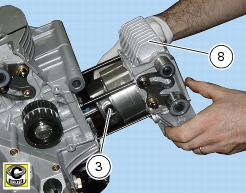
Si fuese necesario, sacudirlo ligeramente con ambas manos, o golpear ligeramente con un martillo de goma en la base del
cilindro. Levantarlo hasta que el bulón (3) del pistón sea accesible.
Para evitar, durante el montaje, la dificultosa operación de introducción del pistón dentro del cilindro, se recomienda quitar los
dos componentes (cilindro-pistón) unidos, procediendo como se indica a continuación.
Tapar la apertura del cárter con un trapo, o papel suave, para impedir que objetos extraños o simples residuos sólidos caigan en
el interior del bloque motor.
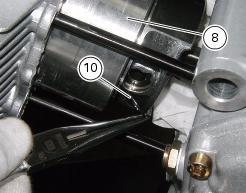
Quitar el anillo elástico (10) del bulón (3) del lado embrague.
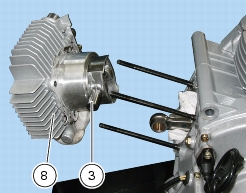
Operando del lado opuesto, extraer el bulón (3) lo suficiente para liberar la biela del cigüeñal.
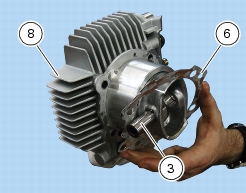
Extraer completamente el grupo cilindro-pistón de los espárragos del bloque motor.
Debiendo intervenir en el pistón, extraerlo con precaución del cilindro.
Quitar de los cilindros las juntas (6) de estanqueidad entre el cilindro y el cárter.
Importante
Marcar los pistones en función del cilindro al cual pertenecen:
V= Vertical - O= Horizontal
Colocar el pistón del cilindro vertical (9) cercano al P.M.S. utilizando la herramienta
88700.5644
. Para quitar el grupo cilindro-pistón vertical operar de la misma manera que en el cilindro horizontal.
Revisión componentes grupo cilindro / pistón
Revisión cilindro
Controlar que las paredes estén perfectamente lisas. Efectuar la medición del diámetro (D) del cilindro en tres alturas distintas y
en dos direcciones a 90° entre sì, obteniendo asì el valor del acoplamiento, de conicidad y de ovalización (consultar los valores recomendados en el Cap. C 1.1,
Cilindro / pistón
).
En caso de daños o desgaste excesivo, el cilindro debe ser sustituido porque estando recubierto con carburo de silicio (que
confiere a las paredes del cilindro extraordinarias cualidades antirroce y antidesgaste) no puede ser rectificado.
Los cilindros están marcados por una letra (impresa en la superficie lateral del cilindro) que indican la clase a la que pertenecen.
El acoplamiento cilindro-pistón se debe realizar siempre entre clases iguales.
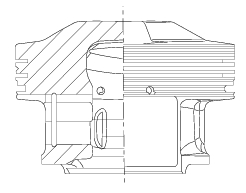
Revisión pistón
Limpiar cuidadosamente la parte superior del pistón y las ranuras de los segmentos de incrustaciones de carbón.
Proceder con un cuidadoso control visual y dimensional del pistón: no deben aparecer marcas de forzados, rayones, grietas u
otros daños.
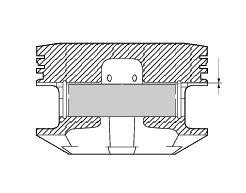
El diámetro (P) del pistón se debe medir a
10
mm de la base de la camisa, en dirección perpendicular al eje del bulón.
Los pistones deben siempre ser sustituidos en pares.
Acoplamiento pistón- cilindro
Los pistones están marcados por una letra que indica la clase a la que pertenecen (estampada en la parte superior del pistón).
El acoplamiento cilindro-pistón se debe realizar siempre entre clases iguales.
Para los valores consultar el Cap. C 1.1.
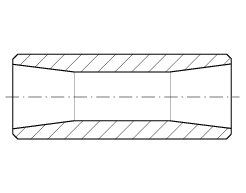
Revisión bulones
Deben estar perfectamente lisos, sin estriados, escalones o partes de color azulado debidas a recalentamientos. El bulón bien
lubricado debe deslizar en el interior de los alojamientos del pistón sin forzamientos.
El juego de acoplamiento con el pistón, al montar, debe ser de
0,002 ÷ 0,008
mm.
El lìmite de desgaste máximo admitido es de
0,035
mm.
Sustituyendo el bulón es necesario sustituir también el casquillo pie de biela.
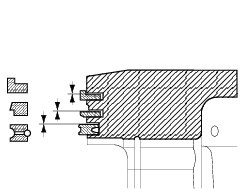
Revisión segmentos
No deben presentar señales de forzamientos o estriados. Los pistones de recambio se suministran completos, con segmentos
y bulón.
Acoplamiento segmentos-ranuras en el pistón
El lìmite de desgaste máximo admitido es de
0,15
mm para el segmento superior (1°) y de
0,10
mm para los otros (2° y segmento rascador de aceite).
Nota
La marca debe dirigirse siempre hacia arriba en el acoplamiento pistón-segmentos.
Revisión acoplamiento bulón pistón
Medir el diámetro del alojamiento del bulón en el pistón.
Medir el diámetro del bulón.
Lìmite de desgaste máximo:
0,025
mm
Nota
Sustituyendo el bulón es necesario sustituir también el pie de biela.
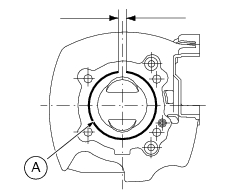
Acoplamiento segmentos- cilindro
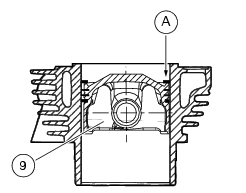
Es importante que la medición se realice con el segmento (A) colocado perfectamente en "eje" en el cilindro. A tal propósito,
introducir en el cilindro el pistón (9) libre, en el cual apoyar el segmento a controlar.
Medir la distancia entre las extremidades del segmento:
Segmento superior e intermedio (nominal):
0,20 ÷ 0,40
mm
Lìmite de desgaste:
0,80
mm.
Segmento rascador (nominal):
0,30 ÷ 0,60
mm
Lìmite de desgaste:
1,0
mm.
Montaje grupo cilindro / pistón
Si se utilizan grupos nuevos, es necesario acoplar cilindros y pistones de la misma selección:
La letra que indica la selección del cilindro está estampada en el lado superior del cilindro, en la superficie de acoplamiento entre
el cilindro y la culata; la letra que indica la selección del pistón está estampada en la parte superior, en medio de los dos asientos de las válvulas.
Si durante el desmontaje se procedió a la separación de los pistones de los cilindros es necesario, antes de proceder a su
introducción, ubicar las aperturas de los segmentos a 120° entre sì (la marca siempre debe estar dirigida hacia la parte superior del pistón).
Utilizando una herramienta universal, introducir cuidadosamente el pistón dentro del cilindro (se recomienda lubricar con aceite
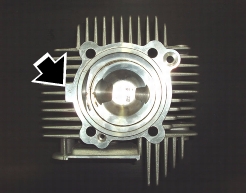
motor el interior del cilindro antes de la introducción) prestando atención que el asiento de la válvula más estrecha se encuentre en correspondencia al escape.
Limpiar de incrustaciones y desengrasar las superficies de contacto del semicárter y de los cilindros.
Controlar que en la base se encuentren instaladas las clavijas (
11
) de centrado de los cilindros.
Aplicar en la junta (6) una capa de junta lìquida, como ilustra la figura.
Colocar la junta (6) en el cilindro (8) haciendo corresponder los agujeros.
Utilizando la herramienta cód.
88700.5644
colocar el pie de biela cerca del punto muerto superior. Introducir el grupo pistón-cilindro en los espárragos del cárter.
Colocar el pie de biela en el interior del pistón en correspondencia al agujero del bulón (3) e introducir este último luego de
lubricarlo. El bulón debe deslizar libremente en el casquillo del pie de biela y en el pistón (9).
Cerrar la apertura del cárter con un trapo para impedir que algún elemento extraño pueda caer en el interior, luego introducir el
anillo de bloqueo (10).
Importante
Utilizar en cada montaje anillos de bloqueo (10) nuevos.
Empujar el cilindro (8) hacia abajo hasta que tome contacto con la base del cárter.
Realizar las mismas operaciones para el otro cilindro.
Operaciones
Referencia
Montar nuevamente las culatas en el
motor
N 4.4,
Montaje grupo culata
Importante
Colocar las clavijas de referencia (
7
) con el agujero de diámetro menor opuesto al cilindro.