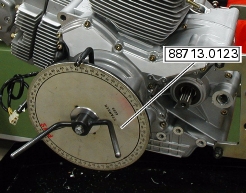
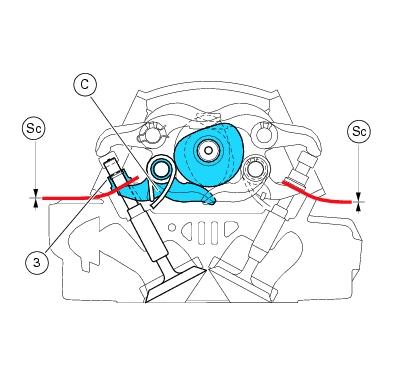
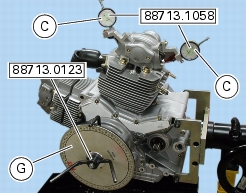
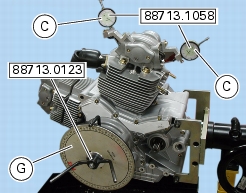
Reset the degree wheel of tool part no. 88713.0123: the horizontal piston is at TDC in the combustion stroke and therefore you can proceed with checking valve clearance on this cylinder head.
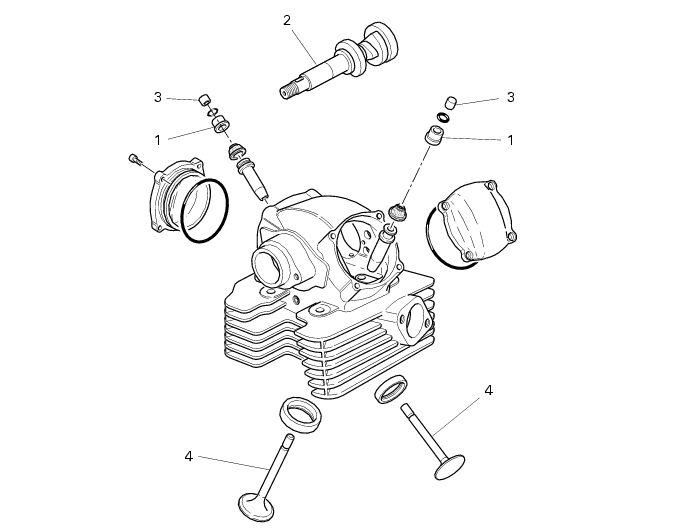
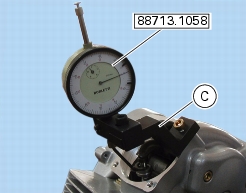
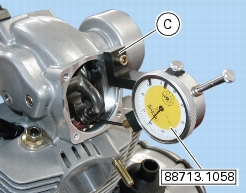
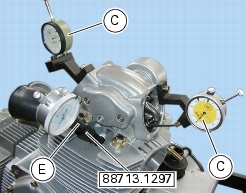
Remove the spark plugs and fit tool (E) part no. 88765.1297 in the spark plug hole and determine piston top dead center with gauges (C) part no. 88713.1058 and timing gauge (hub part no. 88713.0123 and degree wheel (G) part no. 98112.0002).