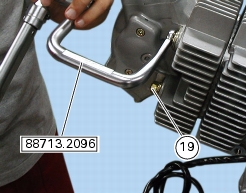
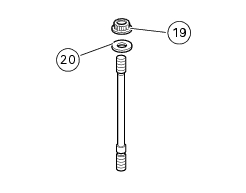
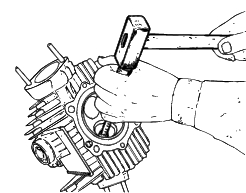
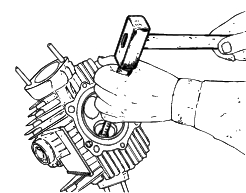
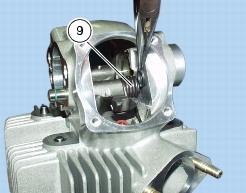
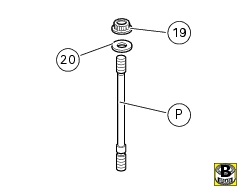
A l’aide de l’outil 88713.2096, dévisser les écrous (19) sur les goujons prisonniers de la culasse.
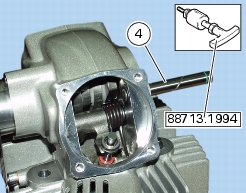
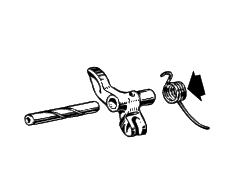
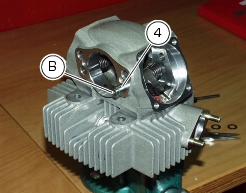
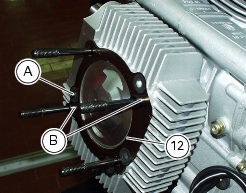
Visser l’outil 88713.1994 avec tige M5 à l'extrémité fileté de l’axe culbuteur d’ouverture (4).
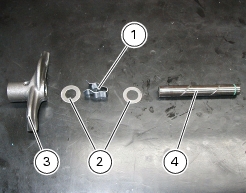
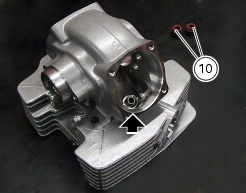
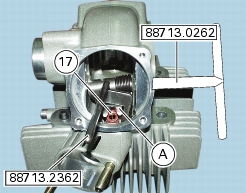
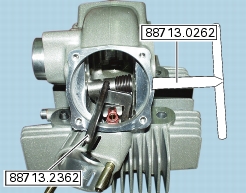
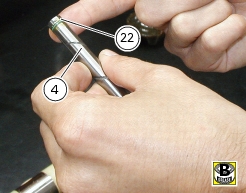
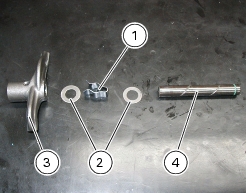
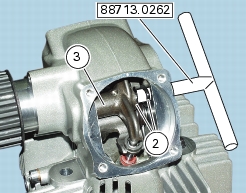
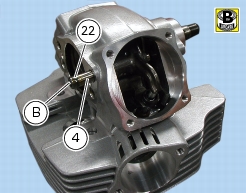
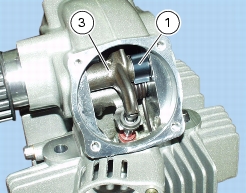
Enlever l'outil 88713.0262 et monter l'axe de culbuteur (4) avec un joint torique (22) neuf après l’avoir dûment graissé.
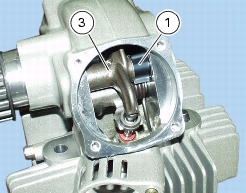
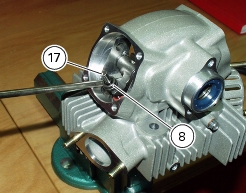
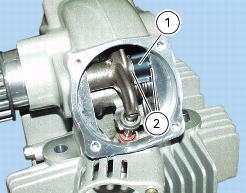
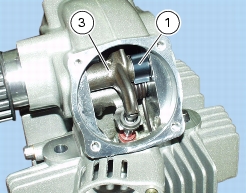
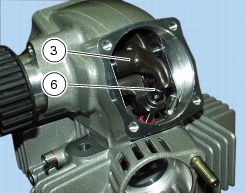
Toujours à l'aide de la tige 88713.0262, positionner le culbuteur d'ouverture (3) et réaliser le calage latéral à l'aide des rondelles appropriées (2) : positionner les culbuteurs et les rondelles de calage dans la culasse horizontale au côté échappement, dans la culasse verticale au côté admission, dans la culasse horizontal au côté admission et dans la culasse verticale au côté échappement.