
|
1
|
|
9
|
|
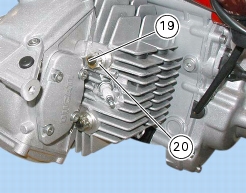
19
|
|
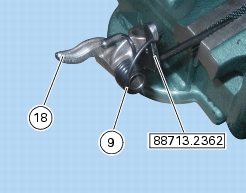
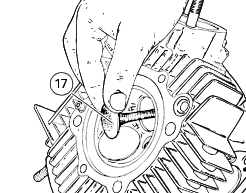
Öltemperatursensor vom Hauptkabelbaum lösen
|
|
|
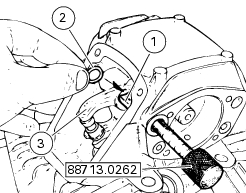
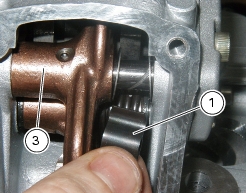
Riemenabdeckungen und Riemen abnehmen
|








































|
Riemenabdeckungen und Zahnriemen montieren
|
|
|
Öltemperaturssensor vom Hauptkabelbaum anschließen
|
|