|
1
|
|
9
|
|
19
|
|
20
|
|
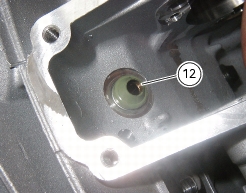
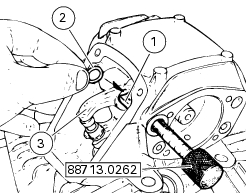
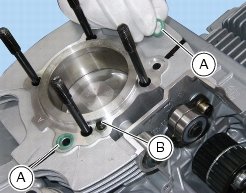
Débrancher la sonde de température huile du câblage principal
|
|
|
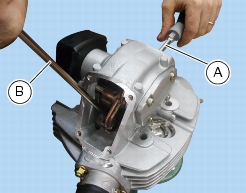
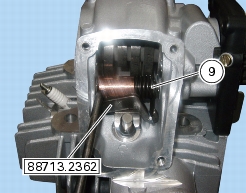
Retirer les couvercles latéraux de la distribution et les courroies
|









|
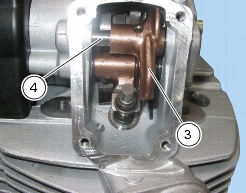
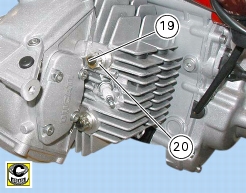
Reposer les couvercles latéraux de la distribution et les courroies de distribution
|
|
|
Relier la sonde de température huile au câblage principal
|
|