|
2
|
|
5
|
|
9
|
|
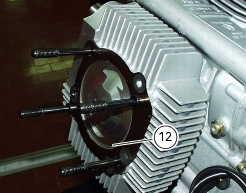
12
|
|
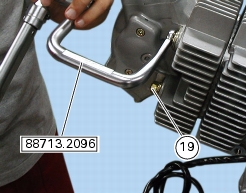
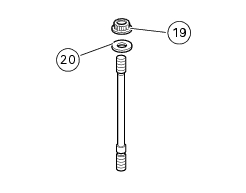
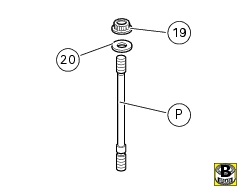
19
|
|
20
|
|
21
|
|
22
|
|
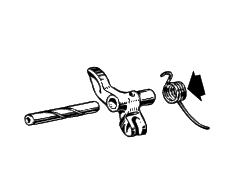
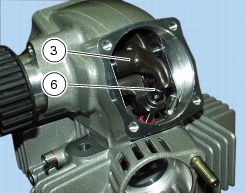
Quitar las tapas laterales de distribución y las correas
|


|
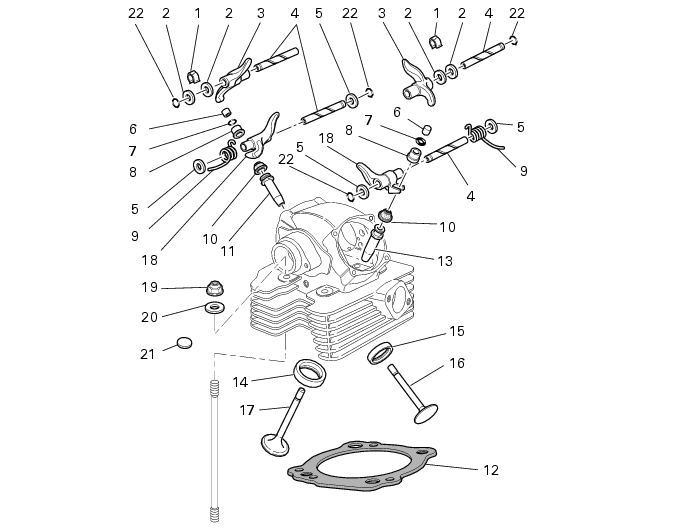
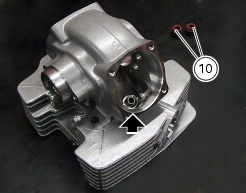
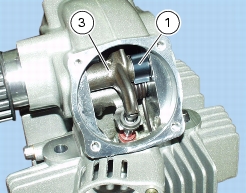
Montar nuevamente los sombreretes de los árboles de levas
|




|
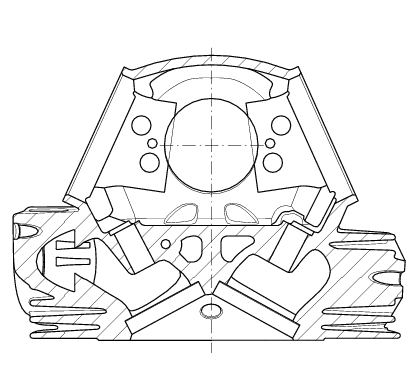
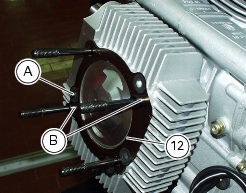
Montar nuevamente las tapas laterales de distribución y las correas de distribución
|
|
|
Montar nuevamente el motor en el bastidor
|