|
9.2 -
|
|
1
|
|
4
|
|
5
|
|
6
|
|
7
|
|
8
|
|
9
|
|
10
|
|
11
|
|
12
|
|
13
|
|
14
|
|
15
|
|
16
|
|
17
|
|
18
|
|
19
|
|
20
|
|
21
|
|
22
|
|
23
|
|
25
|
|
26
|
|
27
|
|
28
|
|
29
|
|
30
|
|
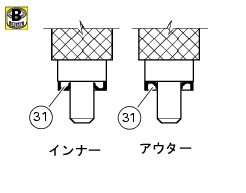
31
|
|
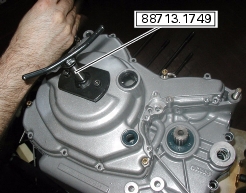
ヘッドユニット一式とタイミングシステムの取り外し
|
|
|
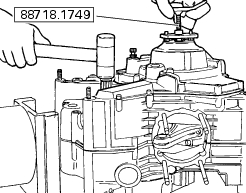
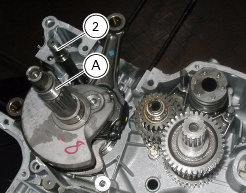
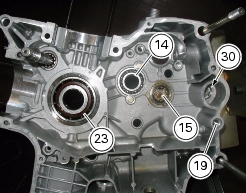
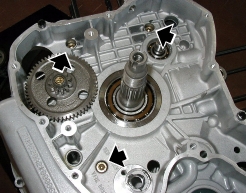
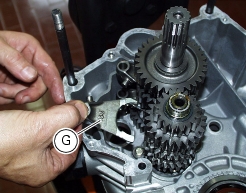
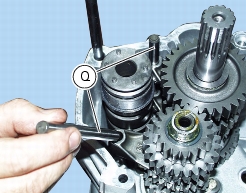
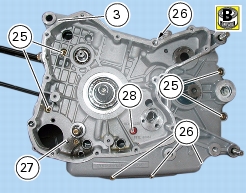
ジェネレーター側ケースとジェネレーターユニットの取り外し
|
|


|
-
|
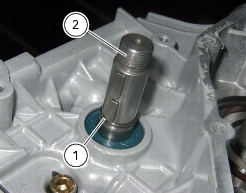
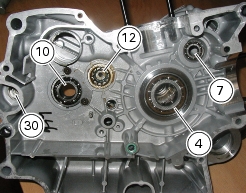
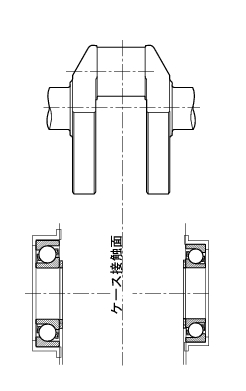
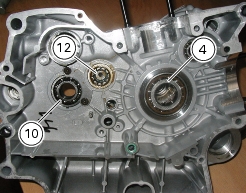
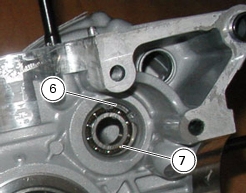
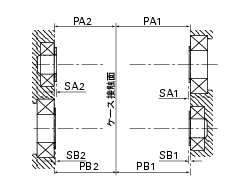
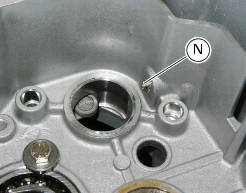
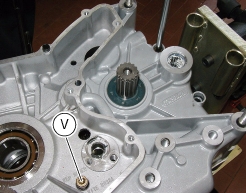
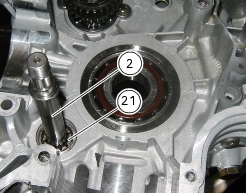
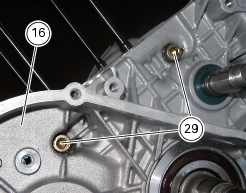
まだケースが熱いうちに、座面軸と完全に垂直になるように新品ベアリングを取り付けます。ベアリングのアウターリングのみに力が作用するチューブラードリフトを使用します。
|













|
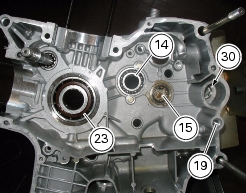
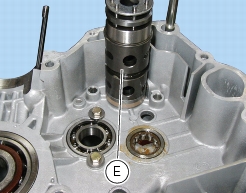
ジェネレーター側ケースおよびジェネレーターユニットの取り付け
|
|
|
タイミングシステムおよびヘッドユニットの取り付け
|
|