|
1
|
|
2
|
|
5
|
|
9
|
|
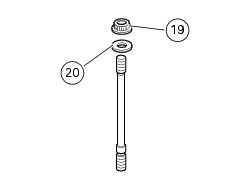
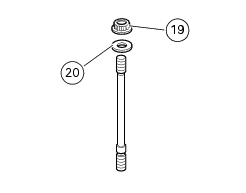
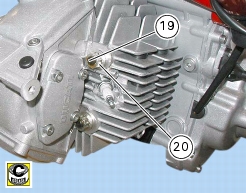
19
|
|
20
|
|
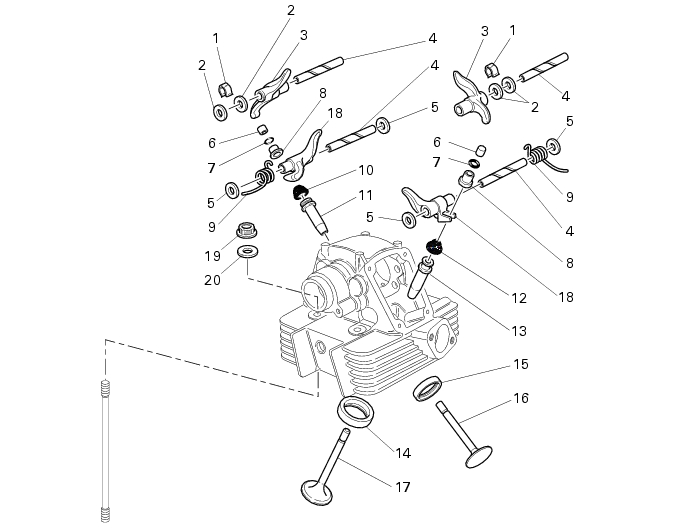
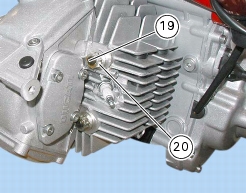
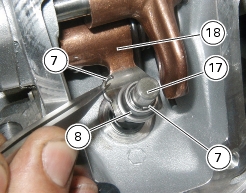
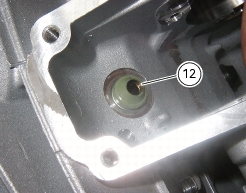
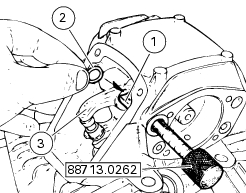
Desligar o sensor de temperatura do óleo da fiação principal
|
|
|
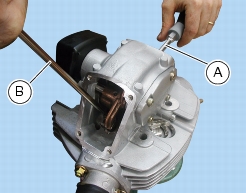
Remover as tampas laterais da distribuição e as correias
|




|
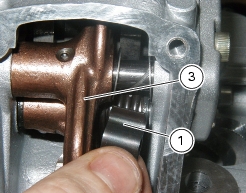
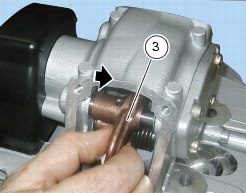
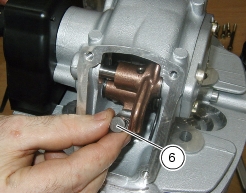
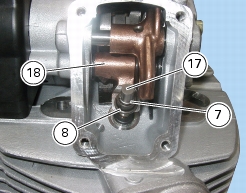
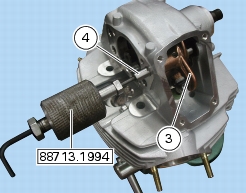
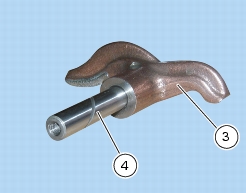
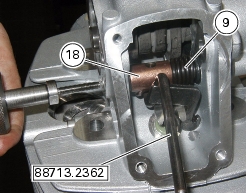
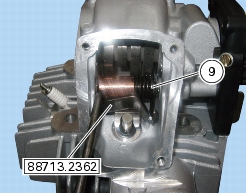
Remover as tampas dos eixos de comando
|





|
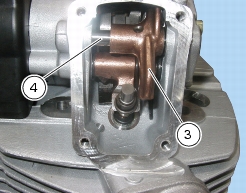
Reinstalar as tampas laterais da distribuição e as correias de distribuição
|
|
|
Ligar o sensor de temperatura do óleo à fiação principal
|
|